Solución idónea para el bombeo de partículas sólidas de gran tamaño
Las bombas de proceso centrífugas monoetapa de aspiración axial y paso integral AHLSTAR NPP/T están diseñadas para evitar el riesgo de atascos en aplicaciones industriales con líquidos con sólidos de gran tamaño o fangos abrasivos.
Estamos allí donde haya un fluido que bombear, agitar, controlar o aplicar. Vea cómo nuestras soluciones generan valor para nuestros clientes y cómo podemos conseguir que los procesos de bombeo y agitación sean más eficientes y rentables, protegiendo su producción y asegurando una fiabilidad duradera.
A veces es necesario mezclar productos químicos con los lodos activos antes de pasarlos al decantador secundario. Siempre que se realice este proceso, es importante garantizar una distribución uniforme de los productos químicos. Se pueden añadir productos químicos para realizar la eliminación química del fósforo en el efluente del proceso biológico. En otras situaciones, pueden emplearse productos químicos con un alto peso molecular, como los polielectrolitos catiónicos, para mejorar la calidad y capacidad de sedimentación de los flóculos formados en el proceso de lodos activos.
A veces es necesario mezclar productos químicos con el lodo activo antes de pasarlo al decantador secundario. Por ejemplo, se pueden emplear productos químicos para eliminar el fósforo del efluente del proceso biológico. Muchas plantas también emplean productos químicos para mejorar el espesamiento del lodo justo antes de pasar al depósito de almacenamiento de fangos.
En este tipo de agua residual se incluyen todos los residuos procedentes de los inodoros en edificios e instalaciones públicos, industriales o comerciales.
La amplia cartera de productos de Sulzer ayuda a maximizar el rendimiento y la fiabilidad de los procesos de las centrales eléctricas de combustión de biomasa en estado líquido o gaseoso, de las centrales eléctricas de combustión de biomasa derivada de residuos sólidos urbanos o industriales, y de las centrales eléctricas de combustión de biomasa en estado sólido.
Un depósito de almacenamiento de fangos puede utilizarse para varios propósitos. La aplicación más frecuente es la mezcla y homogeneización de fangos primarios, secundarios o digeridos muy concentrados. La solución empleada para agitar el lodo, o para mezclarlo con productos químicos de espesamiento, depende del diseño y el volumen del depósito de almacenamiento de fangos. Los agitadores sumergibles gama ABS XRW y RW, así como el agitador tipo Scaba, son idóneos para conseguir una agitación altamente efectiva. Para el transporte de fangos al proceso de deshidratación de los mismos, así como para la reducción de sólidos, se emplean bombas de cavidad progresiva de desplazamiento positivo y trituradores Muffin Monster™.
Productos energéticamente eficientes con reducidos costes del ciclo de vida y una menor huella medioambiental para los procesos de descortezado, lavado, astillado, filtrado y manipulación de corteza y flujos de residuos.
En la digestión aeróbica durante el tratamiento de aguas residuales, los microorganismos siguen descomponiendo la materia orgánica. Estos microorganismos necesitan aireación para realizar sus funciones, y se necesita cierto grado de agitación para que este proceso sea eficaz y confiable. El resultado es una reducción del volumen de fangos y la prevención de olores. Sulzer ofrece productos como compresores, aireadores y sistemas de difusores de disco que actúan como apoyo durante el proceso que se produce dentro del digestor aeróbico.
La digestión anaeróbica requiere ecualización de la temperatura y homogeneización adecuada de la biomasa para conseguir una alta producción de gas y evitar la sedimentación de materia orgánica. Deben romperse las costras flotantes e impedirse la formación de espumas si existe tendencia a ello. Para digestores, Sulzer puede suministrar agitadores Scaba eficientes y fiables con hélices de alto rendimiento. La instalación de trituradores Muffin Monster™ delante de los digestores anaeróbicos acondicionan los fangos antes de la digestión, mejorando la homogeneización de la biomasa y protegiendo a los equipos aguas abajo.
Las estaciones de bombeo de cabecera son similares a las grandes estaciones de bombeo intermedias. En función de la profundidad de las aguas residuales de entrada, la altura de elevación a bombear puede variar entre 2 y 30 metros. Para prevenir cargas hidráulicas bruscas, que afectan negativamente al proceso biológico, las estaciones a menudo son dotadas de variadores de velocidad y/o varias bombas en paralelo.
Las estaciones de bombeo de salida son necesarias cuando la planta de tratamiento se encuentra a un nivel inferior que las aguas receptoras. Esto sucede especialmente con vertidos a ríos, que pueden crecer durante un periodo de lluvias intensas o inundaciones, o al mar, donde el nivel varía con la marea.
Las estaciones de bombeo de salida pueden ser también necesarias para compensar el aumento de las pérdidas de carga por fricción en las tuberías de descarga, por ejemplo, en emisarios submarinos de gran longitud.
Para el acondicionamiento, transporte, mezcla y gestión de fangos se utilizan bombas, agitadores y trituradores Sulzer. Nuestra gama de bombas de desplazamiento positivo proporciona un caudal casi constante y una elevada capacidad de aspiración para el transporte de todo tipo de fluidos no newtonianos y procesos de viscosidad alta, según se requiere en las plantas de tratamiento de aguas residuales. La posibilidad de realizar los mantenimientos in situ reduce al mínimo los tiempos de inactividad del proceso. Los trituradores Muffin Monster™ protegen los equipos aguas abajo. Los fangos acondicionados con trituradores no obstruyen válvulas, intercambiadores de calor, digestores, centrifugas ni otros equipos de la línea de fangos.
La tarea de agitación durante el proceso de homogeneización consiste en mezclar las aguas residuales para evitar la sedimentación, la estratificación y la aparición de olores. También puede ser necesario agitar y homogeneizar las aguas residuales procedentes de distintas fuentes. El nivel de agua varía considerablemente en las balsas de homogeneización y puede llegar a ser muy bajo, por lo que los agitadores se enfrentan a demandas muy exigentes.
Productos energéticamente eficientes con reducidos costes del ciclo de vida y una menor huella medioambiental para los procesos de pulpado, depuración y limpieza, flotación, lavado y blanqueo.
La cartera de productos de Sulzer es idónea para operaciones complejas de bombeo, agitación y mezcla en procesos de refinado, triturado, pulpado quimitermomecánico (CTMP), filtrado, manipulación de residuos y blanqueo.
Soluciones probadas de bombeo, agitación y mezcla para procesos de cocción, lavado, tamizado, delignificación con oxígeno, blanqueo y almacenamiento para garantizar la fiabilidad del proceso con un alto rendimiento y costes operativos reducidos.
La amplia cartera de productos de Sulzer está diseñada para satisfacer los requisitos más exigentes y todo tipo de líquidos, siendo especialmente idónea para operaciones complejas de bombeo, agitación y mezcla en los procesos de preparación de pasta de papel, sistema de recepción PM, sistema de desecho, sistema de aguas blancas, sistema de vacío, sistema de condensación y sistema de rociado de agua.
El objetivo del proceso biológico es eliminar las sustancias orgánicas biodegradables a través del metabolismo de los microorganismos y de procesos bioquímicos específicos para este fin.
Diseños, características y materiales específicos para cada caso con el objetivo de satisfacer los retos más difíciles de bombeo, mezcla y agitación en la producción y preparación de productos químicos, la producción de talloil y el procesamiento de lignina.
Las estaciones de bombeo de salida son necesarias cuando la planta de tratamiento se encuentra a un nivel inferior que las aguas receptoras. Esto sucede especialmente con vertidos a ríos, que pueden crecer durante un periodo de lluvias intensas o inundaciones, o al mar, donde el nivel varía con la marea.
Cuando a la etapa de desnitrificación le sigue una de nitrificación, deben recircularse los nitratos que se forman durante la nitrificación. Se recirculan los nitratos a la etapa de desnitrificación, donde el proceso anóxico divide las moléculas de nitrato en nitrógeno y oxígeno. Este proceso libera el nitrógeno a la atmósfera. Esta aplicación se complementa con las bombas sumergibles de recirculación Gama ABS XRCP y RCP, la bomba sumergible semi-axial Gama ABS AFLX y la bomba sumergible axial Gama ABS VUPX.
La amplia cartera de productos de Sulzer está diseñada para satisfacer los requisitos más exigentes de los procesos de evaporación, caldera de recuperación y preparación de licor blanco.
La finalidad de un depósito selector es controlar y limitar el crecimiento de bacterias filamentosas y, por tanto, mejorar la capacidad de sedimentación del lodo. Sulzer ofrece varias soluciones para crear las condiciones óptimas en el selector.
Afrontamos los retos y los exigentes requisitos que actualmente plantean los procesos de captación de agua, sedimentación, tratamiento de lodos, filtrado y distribución de agua.
Sulzer posee profundos conocimientos sobre el tratamiento de aguas residuales y, con nuestra amplia gama de productos, ahora podemos ofrecer soluciones fiables y energéticamente eficientes para procesos de recogida de aguas, neutralización, floculación, sedimentación, refrigeración, aireación, almacenamiento de lodos, digestión y drenaje.
Las aguas residuales ya tratadas a veces pueden precisar de una depuración adicional. Las normativas locales sobre vertidos pueden marcar límites tan estrictos que resulten imposibles de cumplir aun con el proceso más eficaz, o puede que se requiera una mayor pureza del efluente para adecuarlo a las necesidades de su futura reutilización. Cuando se requiere un tratamiento terciario, pueden aplicarse distintos niveles de filtración, incluyendo la microfiltración. Sin embargo, a menudo, es suficiente con una última etapa de agitación y aireación para lograr el objetivo. En este caso, pueden utilizarse los agitadores sumergibles de Sulzer Gama ABS XRW y RW, junto con el aireador sumergible Gama ABS TA / TAK y el sistema de difusores de disco de burbuja fina Gama ABS PIK, DS y Sucoflow.
Las bombas de proceso centrífugas monoetapa de aspiración axial AHLSTAR A se utilizan en aplicaciones industriales exigentes garantizando la fiabilidad del proceso con un alto rendimiento y bajos costes de operación.
Las bombas de proceso centrífugas monoetapa de aspiración axial AHLSTAR APT son idóneas para aplicaciones industriales exigentes, garantizando la fiabilidad del proceso con un alto rendimiento y bajos costes de operación.
Las bombas de proceso centrífugas monoetapa de aspiración axial con carcasa sobre la línea de centros AHLSTAR EPP/T está diseñada para resistir altas temperaturas, especialmente en el bombeo de líquidos calientes en aplicaciones industriales exigentes.
Las bombas centrífugas monoetapa de aspiración axial resistentes al desgaste AHLSTAR WPP/T están diseñadas para aplicaciones de bombeo de materiales abrasivos y erosivos, como lechadas y fangos de cal, y pigmentos de recubrimiento.
La tecnología de mezcla y agitación SALOMIX™ y Scaba de Sulzer ofrece una amplia gama de productos para aplicaciones industriales. Agitadores horizontales y verticales, mezcladores químicos dinámicos, y productos de control de flujo en torres y tanques que garantizan procesos efectivos de agitación y mezcla.
Los repuestos originales, mecanizados para proporcionar las tolerancias y holguras correctas, se ajustan a la perfección como el primer día. Nuestro compromiso con la mejora constante suele permitirnos suministrar piezas con características mejoradas, de modo que se mejora el rendimiento, se alarga la vida útil del equipo y se reducen los costes de mantenimiento.
Cuando necesite reparar sus equipos evite perder un tiempo valioso buscando las piezas adecuadas o, lo que es peor, detectar que falta alguna pieza pequeña pero esencial. Con los kits de mantenimiento de Sulzer tendrá todo lo que necesita en un solo paquete.
La producción de alimentos y bebidas se beneficia de nuestras soluciones de bombeo y mezcla. Hemos desarrollado bombas y agitadores especiales para la producción de azúcar, almidón y edulcorantes. Frecuentemente se utilizan equipos de separación en la producción de bebidas y nuestras tecnologías de proceso son idóneas para los procesos de purificación y concentración.
Una dilatada experiencia y un pormenorizado conocimiento de aplicaciones en la minería y la metalurgia con distintos materiales convierten a Sulzer en un fiable suministrador de bombas para estas industrias.


 Casos de estudio (EN)Estamos allí donde haya un fluido que bombear, agitar, controlar o aplicar. Vea cómo nuestras soluciones generan valor para nuestros clientes y cómo podemos conseguir que los procesos de bombeo y agitación sean más eficientes y rentables, protegiendo su producción y asegurando una fiabilidad duradera.
Casos de estudio (EN)Estamos allí donde haya un fluido que bombear, agitar, controlar o aplicar. Vea cómo nuestras soluciones generan valor para nuestros clientes y cómo podemos conseguir que los procesos de bombeo y agitación sean más eficientes y rentables, protegiendo su producción y asegurando una fiabilidad duradera.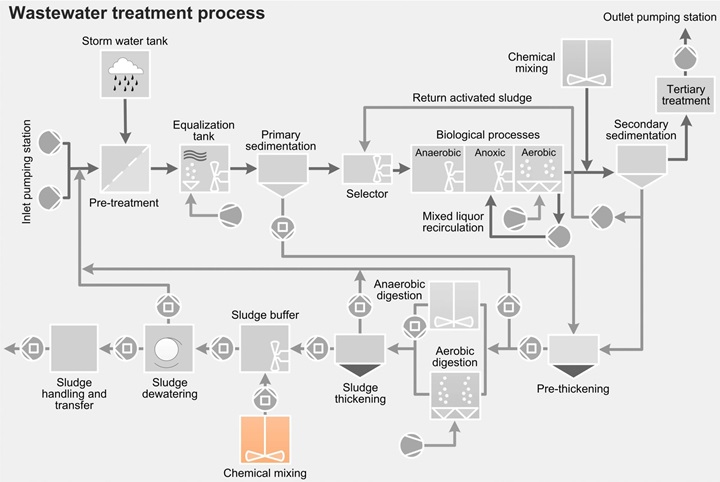 Agitación química - Agua residualA veces es necesario mezclar productos químicos con los lodos activos antes de pasarlos al decantador secundario. Siempre que se realice este proceso, es importante garantizar una distribución uniforme de los productos químicos. Se pueden añadir productos químicos para realizar la eliminación química del fósforo en el efluente del proceso biológico. En otras situaciones, pueden emplearse productos químicos con un alto peso molecular, como los polielectrolitos catiónicos, para mejorar la calidad y capacidad de sedimentación de los flóculos formados en el proceso de lodos activos.
Agitación química - Agua residualA veces es necesario mezclar productos químicos con los lodos activos antes de pasarlos al decantador secundario. Siempre que se realice este proceso, es importante garantizar una distribución uniforme de los productos químicos. Se pueden añadir productos químicos para realizar la eliminación química del fósforo en el efluente del proceso biológico. En otras situaciones, pueden emplearse productos químicos con un alto peso molecular, como los polielectrolitos catiónicos, para mejorar la calidad y capacidad de sedimentación de los flóculos formados en el proceso de lodos activos.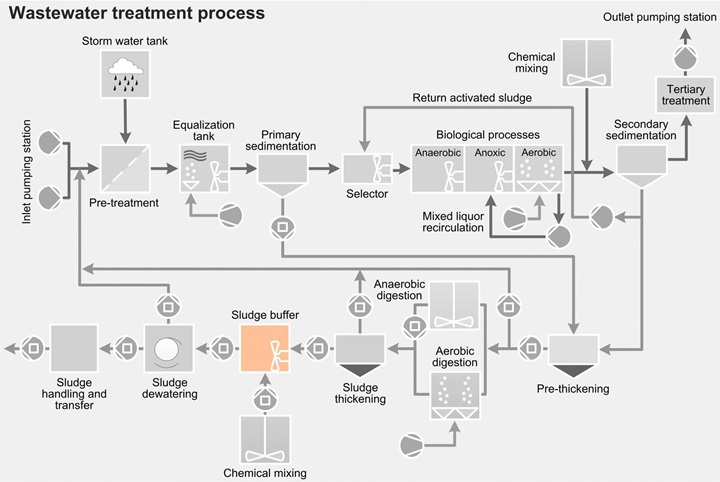 Agitación química - FangosA veces es necesario mezclar productos químicos con el lodo activo antes de pasarlo al decantador secundario. Por ejemplo, se pueden emplear productos químicos para eliminar el fósforo del efluente del proceso biológico. Muchas plantas también emplean productos químicos para mejorar el espesamiento del lodo justo antes de pasar al depósito de almacenamiento de fangos.
Agitación química - FangosA veces es necesario mezclar productos químicos con el lodo activo antes de pasarlo al decantador secundario. Por ejemplo, se pueden emplear productos químicos para eliminar el fósforo del efluente del proceso biológico. Muchas plantas también emplean productos químicos para mejorar el espesamiento del lodo justo antes de pasar al depósito de almacenamiento de fangos. Agua residual comercial con materia fecalEn este tipo de agua residual se incluyen todos los residuos procedentes de los inodoros en edificios e instalaciones públicos, industriales o comerciales.
Agua residual comercial con materia fecalEn este tipo de agua residual se incluyen todos los residuos procedentes de los inodoros en edificios e instalaciones públicos, industriales o comerciales. Agua residual doméstica con materia fecalEn este tipo de agua residual se incluyen todos los residuos procedentes de los inodoros y resto de efluentes generados en las viviendas.
Agua residual doméstica con materia fecalEn este tipo de agua residual se incluyen todos los residuos procedentes de los inodoros y resto de efluentes generados en las viviendas. Agua residual doméstica sin materia fecalLas aguas residuales domésticas sin residuos fecales incluyen aguas grises y de achique.
Agua residual doméstica sin materia fecalLas aguas residuales domésticas sin residuos fecales incluyen aguas grises y de achique.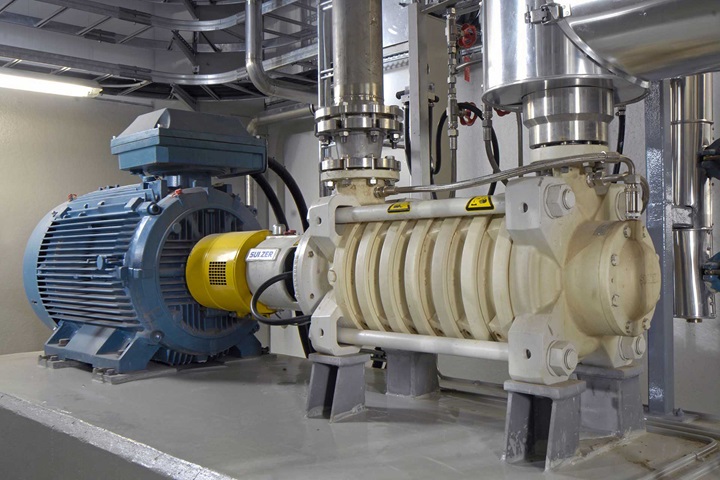 Centrales eléctricasLa amplia cartera de productos de Sulzer ayuda a maximizar el rendimiento y la fiabilidad de los procesos de las centrales eléctricas de combustión de biomasa en estado líquido o gaseoso, de las centrales eléctricas de combustión de biomasa derivada de residuos sólidos urbanos o industriales, y de las centrales eléctricas de combustión de biomasa en estado sólido.
Centrales eléctricasLa amplia cartera de productos de Sulzer ayuda a maximizar el rendimiento y la fiabilidad de los procesos de las centrales eléctricas de combustión de biomasa en estado líquido o gaseoso, de las centrales eléctricas de combustión de biomasa derivada de residuos sólidos urbanos o industriales, y de las centrales eléctricas de combustión de biomasa en estado sólido. Depósitos de maderaProductos energéticamente eficientes con reducidos costes del ciclo de vida y una menor huella medioambiental para los procesos de descortezado, lavado, astillado, filtrado y manipulación de corteza y flujos de residuos.
Depósitos de maderaProductos energéticamente eficientes con reducidos costes del ciclo de vida y una menor huella medioambiental para los procesos de descortezado, lavado, astillado, filtrado y manipulación de corteza y flujos de residuos.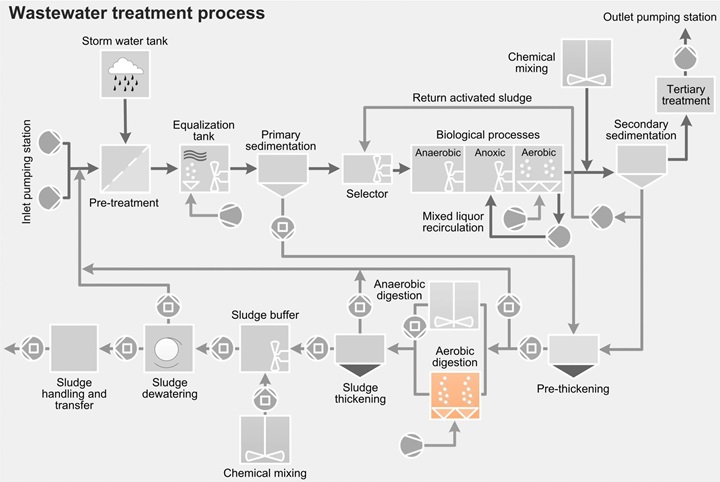 Digestión aeróbicaEn la digestión aeróbica durante el tratamiento de aguas residuales, los microorganismos siguen descomponiendo la materia orgánica. Estos microorganismos necesitan aireación para realizar sus funciones, y se necesita cierto grado de agitación para que este proceso sea eficaz y confiable. El resultado es una reducción del volumen de fangos y la prevención de olores. Sulzer ofrece productos como compresores, aireadores y sistemas de difusores de disco que actúan como apoyo durante el proceso que se produce dentro del digestor aeróbico.
Digestión aeróbicaEn la digestión aeróbica durante el tratamiento de aguas residuales, los microorganismos siguen descomponiendo la materia orgánica. Estos microorganismos necesitan aireación para realizar sus funciones, y se necesita cierto grado de agitación para que este proceso sea eficaz y confiable. El resultado es una reducción del volumen de fangos y la prevención de olores. Sulzer ofrece productos como compresores, aireadores y sistemas de difusores de disco que actúan como apoyo durante el proceso que se produce dentro del digestor aeróbico.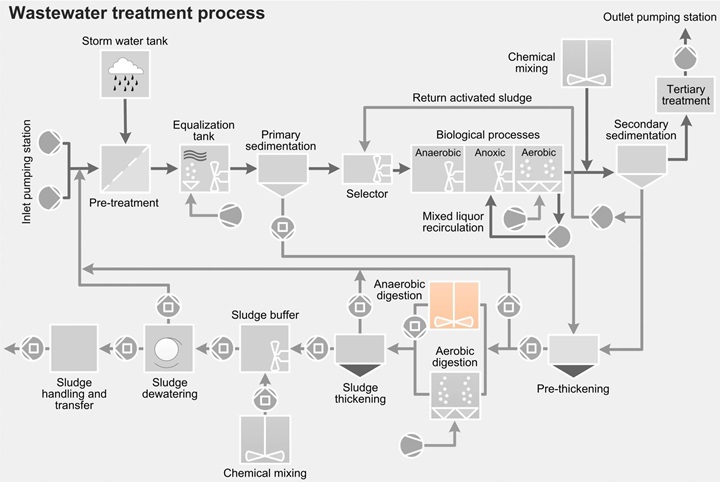 Digestión anaeróbicaLa digestión anaeróbica requiere ecualización de la temperatura y homogeneización adecuada de la biomasa para conseguir una alta producción de gas y evitar la sedimentación de materia orgánica. Deben romperse las costras flotantes e impedirse la formación de espumas si existe tendencia a ello. Para digestores, Sulzer puede suministrar agitadores Scaba eficientes y fiables con hélices de alto rendimiento. La instalación de trituradores Muffin Monster™ delante de los digestores anaeróbicos acondicionan los fangos antes de la digestión, mejorando la homogeneización de la biomasa y protegiendo a los equipos aguas abajo.
Digestión anaeróbicaLa digestión anaeróbica requiere ecualización de la temperatura y homogeneización adecuada de la biomasa para conseguir una alta producción de gas y evitar la sedimentación de materia orgánica. Deben romperse las costras flotantes e impedirse la formación de espumas si existe tendencia a ello. Para digestores, Sulzer puede suministrar agitadores Scaba eficientes y fiables con hélices de alto rendimiento. La instalación de trituradores Muffin Monster™ delante de los digestores anaeróbicos acondicionan los fangos antes de la digestión, mejorando la homogeneización de la biomasa y protegiendo a los equipos aguas abajo.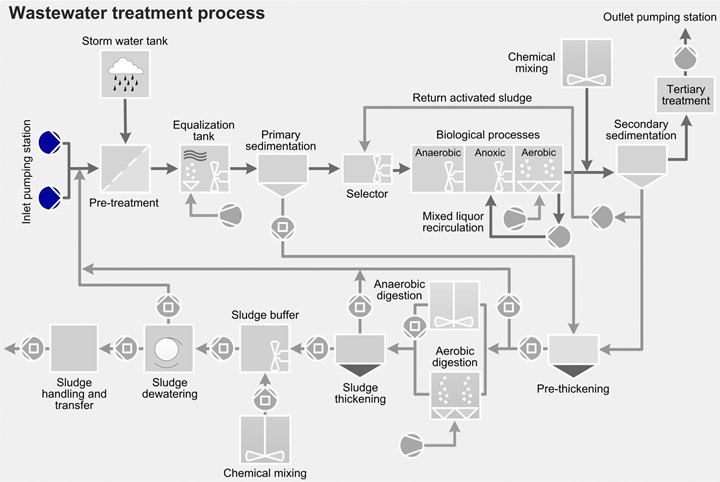 Estación de bombeo de cabeceraLas estaciones de bombeo de cabecera son similares a las grandes estaciones de bombeo intermedias. En función de la profundidad de las aguas residuales de entrada, la altura de elevación a bombear puede variar entre 2 y 30 metros. Para prevenir cargas hidráulicas bruscas, que afectan negativamente al proceso biológico, las estaciones a menudo son dotadas de variadores de velocidad y/o varias bombas en paralelo.
Estación de bombeo de cabeceraLas estaciones de bombeo de cabecera son similares a las grandes estaciones de bombeo intermedias. En función de la profundidad de las aguas residuales de entrada, la altura de elevación a bombear puede variar entre 2 y 30 metros. Para prevenir cargas hidráulicas bruscas, que afectan negativamente al proceso biológico, las estaciones a menudo son dotadas de variadores de velocidad y/o varias bombas en paralelo.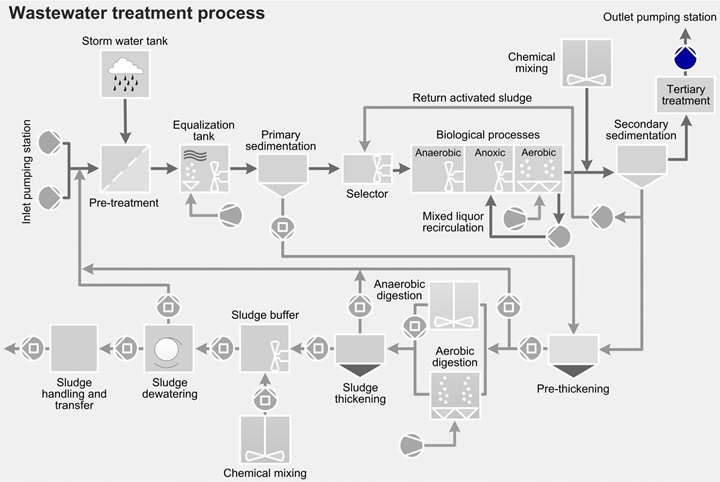 Estaciones de bombeo de salidaLas estaciones de bombeo de salida son necesarias cuando la planta de tratamiento se encuentra a un nivel inferior que las aguas receptoras. Esto sucede especialmente con vertidos a ríos, que pueden crecer durante un periodo de lluvias intensas o inundaciones, o al mar, donde el nivel varía con la marea. Las estaciones de bombeo de salida pueden ser también necesarias para compensar el aumento de las pérdidas de carga por fricción en las tuberías de descarga, por ejemplo, en emisarios submarinos de gran longitud.
Estaciones de bombeo de salidaLas estaciones de bombeo de salida son necesarias cuando la planta de tratamiento se encuentra a un nivel inferior que las aguas receptoras. Esto sucede especialmente con vertidos a ríos, que pueden crecer durante un periodo de lluvias intensas o inundaciones, o al mar, donde el nivel varía con la marea. Las estaciones de bombeo de salida pueden ser también necesarias para compensar el aumento de las pérdidas de carga por fricción en las tuberías de descarga, por ejemplo, en emisarios submarinos de gran longitud. Estucado y acabadoAmplia selección de bombas y agitadores fiables y altamente eficientes para procesos de estucado con color y manipulación de pigmentos.
Estucado y acabadoAmplia selección de bombas y agitadores fiables y altamente eficientes para procesos de estucado con color y manipulación de pigmentos.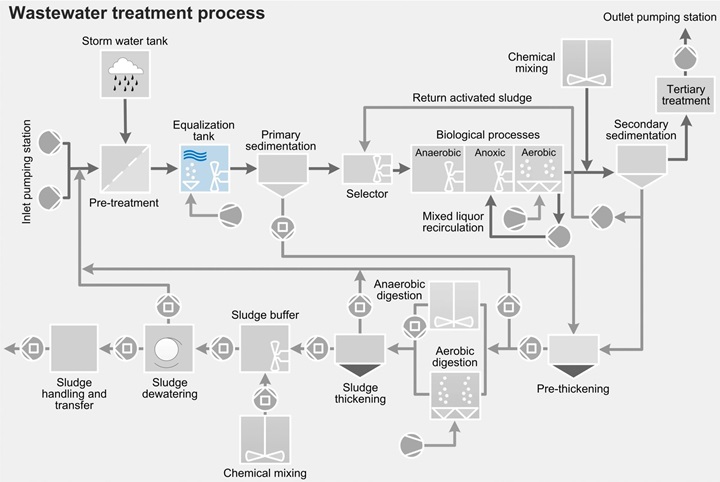 HomogeneizaciónLa tarea de agitación durante el proceso de homogeneización consiste en mezclar las aguas residuales para evitar la sedimentación, la estratificación y la aparición de olores. También puede ser necesario agitar y homogeneizar las aguas residuales procedentes de distintas fuentes. El nivel de agua varía considerablemente en las balsas de homogeneización y puede llegar a ser muy bajo, por lo que los agitadores se enfrentan a demandas muy exigentes.
HomogeneizaciónLa tarea de agitación durante el proceso de homogeneización consiste en mezclar las aguas residuales para evitar la sedimentación, la estratificación y la aparición de olores. También puede ser necesario agitar y homogeneizar las aguas residuales procedentes de distintas fuentes. El nivel de agua varía considerablemente en las balsas de homogeneización y puede llegar a ser muy bajo, por lo que los agitadores se enfrentan a demandas muy exigentes. Línea de fibras recicladasProductos energéticamente eficientes con reducidos costes del ciclo de vida y una menor huella medioambiental para los procesos de pulpado, depuración y limpieza, flotación, lavado y blanqueo.
Línea de fibras recicladasProductos energéticamente eficientes con reducidos costes del ciclo de vida y una menor huella medioambiental para los procesos de pulpado, depuración y limpieza, flotación, lavado y blanqueo.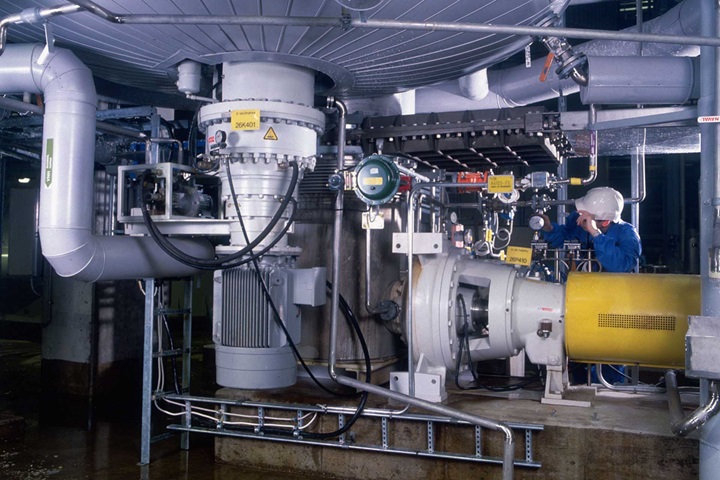 Línea de pasta mecánicaLa cartera de productos de Sulzer es idónea para operaciones complejas de bombeo, agitación y mezcla en procesos de refinado, triturado, pulpado quimitermomecánico (CTMP), filtrado, manipulación de residuos y blanqueo.
Línea de pasta mecánicaLa cartera de productos de Sulzer es idónea para operaciones complejas de bombeo, agitación y mezcla en procesos de refinado, triturado, pulpado quimitermomecánico (CTMP), filtrado, manipulación de residuos y blanqueo. Línea de producción de pasta químicaSoluciones probadas de bombeo, agitación y mezcla para procesos de cocción, lavado, tamizado, delignificación con oxígeno, blanqueo y almacenamiento para garantizar la fiabilidad del proceso con un alto rendimiento y costes operativos reducidos.
Línea de producción de pasta químicaSoluciones probadas de bombeo, agitación y mezcla para procesos de cocción, lavado, tamizado, delignificación con oxígeno, blanqueo y almacenamiento para garantizar la fiabilidad del proceso con un alto rendimiento y costes operativos reducidos.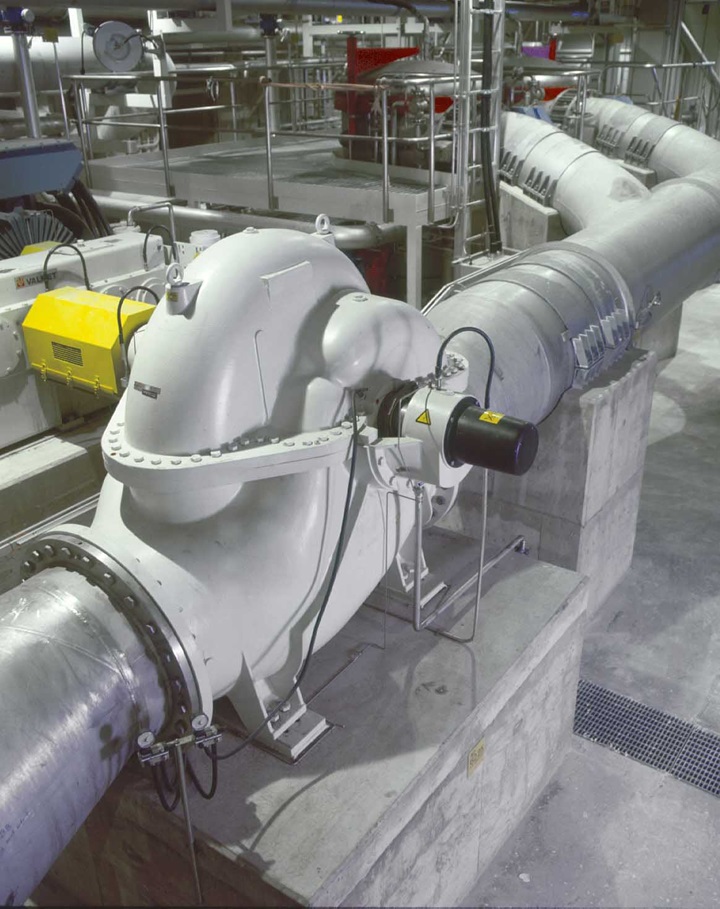 Máquina de secado de pasta de papelExcelencia hidráulica aún mayor para los procesos de los sistemas de recepción, limpieza, máquinas de secado, vacío, desecho y aguas coladas.
Máquina de secado de pasta de papelExcelencia hidráulica aún mayor para los procesos de los sistemas de recepción, limpieza, máquinas de secado, vacío, desecho y aguas coladas.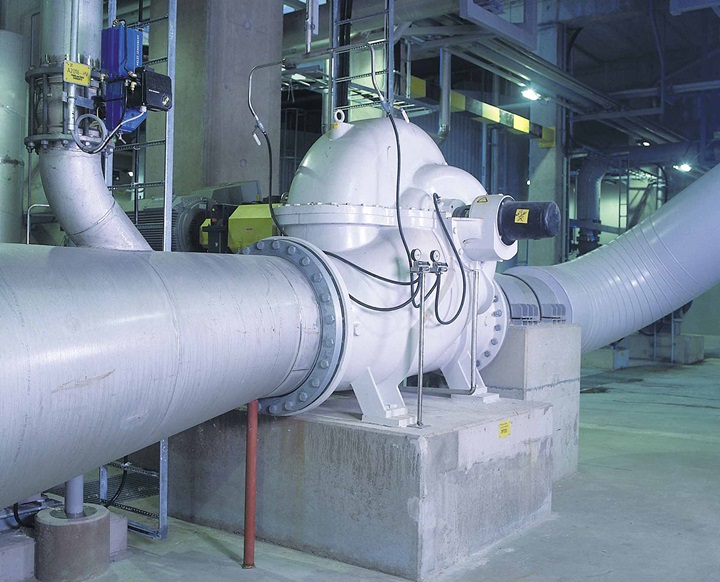 Máquinas y sistemas de papel y cartónLa amplia cartera de productos de Sulzer está diseñada para satisfacer los requisitos más exigentes y todo tipo de líquidos, siendo especialmente idónea para operaciones complejas de bombeo, agitación y mezcla en los procesos de preparación de pasta de papel, sistema de recepción PM, sistema de desecho, sistema de aguas blancas, sistema de vacío, sistema de condensación y sistema de rociado de agua.
Máquinas y sistemas de papel y cartónLa amplia cartera de productos de Sulzer está diseñada para satisfacer los requisitos más exigentes y todo tipo de líquidos, siendo especialmente idónea para operaciones complejas de bombeo, agitación y mezcla en los procesos de preparación de pasta de papel, sistema de recepción PM, sistema de desecho, sistema de aguas blancas, sistema de vacío, sistema de condensación y sistema de rociado de agua.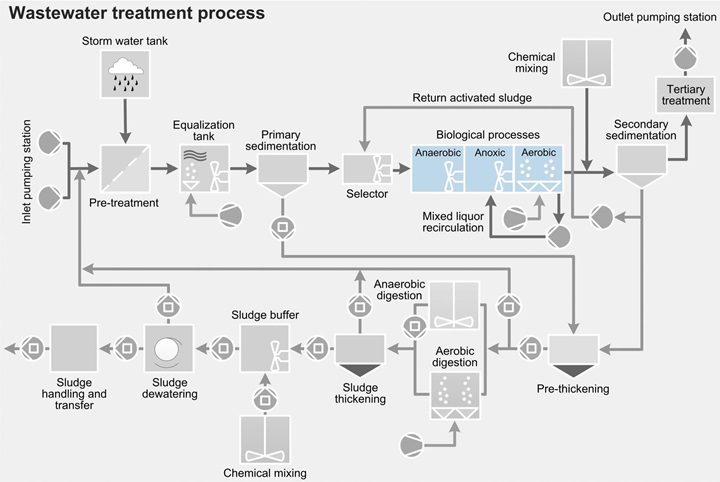 Proceso biológicoEl objetivo del proceso biológico es eliminar las sustancias orgánicas biodegradables a través del metabolismo de los microorganismos y de procesos bioquímicos específicos para este fin.
Proceso biológicoEl objetivo del proceso biológico es eliminar las sustancias orgánicas biodegradables a través del metabolismo de los microorganismos y de procesos bioquímicos específicos para este fin.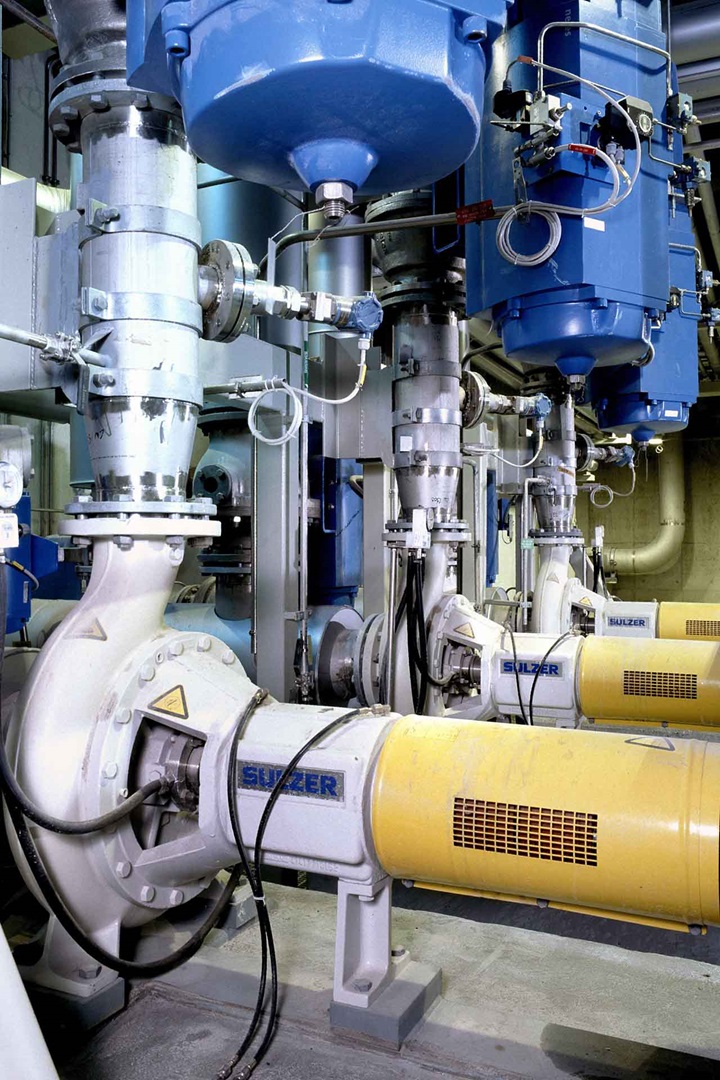 Productos químicosDiseños, características y materiales específicos para cada caso con el objetivo de satisfacer los retos más difíciles de bombeo, mezcla y agitación en la producción y preparación de productos químicos, la producción de talloil y el procesamiento de lignina.
Productos químicosDiseños, características y materiales específicos para cada caso con el objetivo de satisfacer los retos más difíciles de bombeo, mezcla y agitación en la producción y preparación de productos químicos, la producción de talloil y el procesamiento de lignina.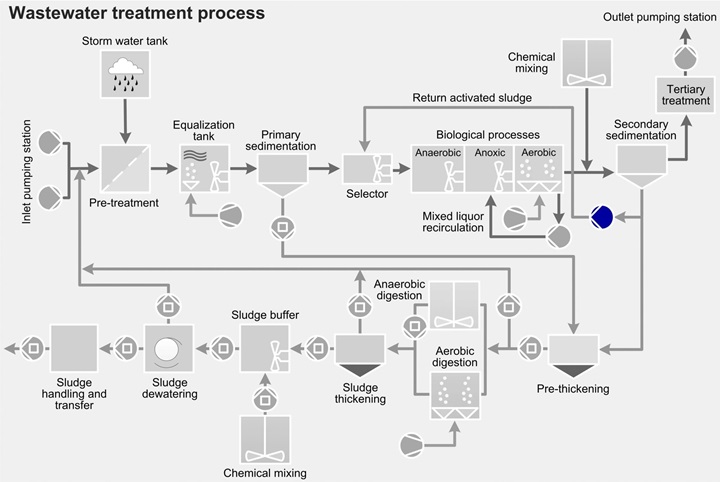 Recirculación de fangos activosLas estaciones de bombeo de salida son necesarias cuando la planta de tratamiento se encuentra a un nivel inferior que las aguas receptoras. Esto sucede especialmente con vertidos a ríos, que pueden crecer durante un periodo de lluvias intensas o inundaciones, o al mar, donde el nivel varía con la marea.
Recirculación de fangos activosLas estaciones de bombeo de salida son necesarias cuando la planta de tratamiento se encuentra a un nivel inferior que las aguas receptoras. Esto sucede especialmente con vertidos a ríos, que pueden crecer durante un periodo de lluvias intensas o inundaciones, o al mar, donde el nivel varía con la marea.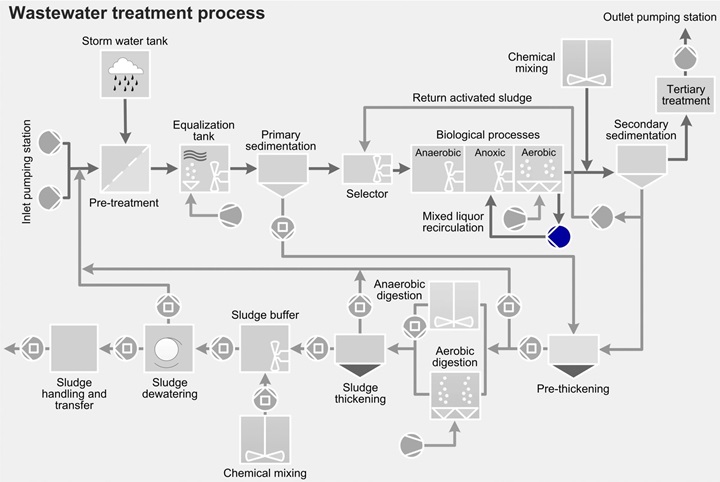 Recirculación de licor mixtoCuando a la etapa de desnitrificación le sigue una de nitrificación, deben recircularse los nitratos que se forman durante la nitrificación. Se recirculan los nitratos a la etapa de desnitrificación, donde el proceso anóxico divide las moléculas de nitrato en nitrógeno y oxígeno. Este proceso libera el nitrógeno a la atmósfera. Esta aplicación se complementa con las bombas sumergibles de recirculación Gama ABS XRCP y RCP, la bomba sumergible semi-axial Gama ABS AFLX y la bomba sumergible axial Gama ABS VUPX.
Recirculación de licor mixtoCuando a la etapa de desnitrificación le sigue una de nitrificación, deben recircularse los nitratos que se forman durante la nitrificación. Se recirculan los nitratos a la etapa de desnitrificación, donde el proceso anóxico divide las moléculas de nitrato en nitrógeno y oxígeno. Este proceso libera el nitrógeno a la atmósfera. Esta aplicación se complementa con las bombas sumergibles de recirculación Gama ABS XRCP y RCP, la bomba sumergible semi-axial Gama ABS AFLX y la bomba sumergible axial Gama ABS VUPX. Recuperación químicaLa amplia cartera de productos de Sulzer está diseñada para satisfacer los requisitos más exigentes de los procesos de evaporación, caldera de recuperación y preparación de licor blanco.
Recuperación químicaLa amplia cartera de productos de Sulzer está diseñada para satisfacer los requisitos más exigentes de los procesos de evaporación, caldera de recuperación y preparación de licor blanco.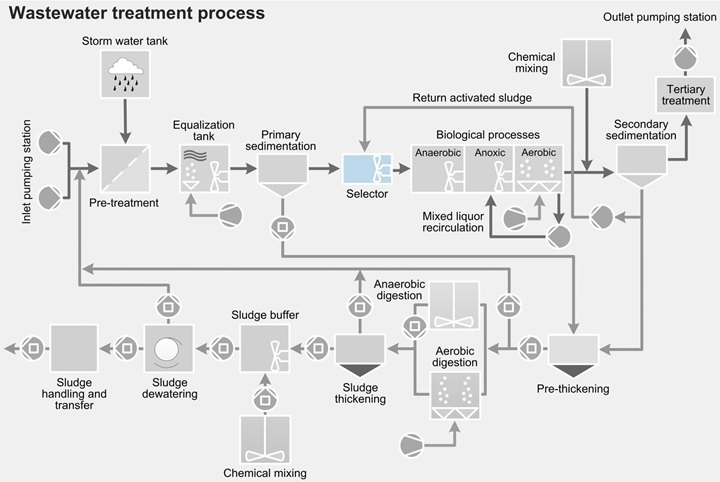 SelectorLa finalidad de un depósito selector es controlar y limitar el crecimiento de bacterias filamentosas y, por tanto, mejorar la capacidad de sedimentación del lodo. Sulzer ofrece varias soluciones para crear las condiciones óptimas en el selector.
SelectorLa finalidad de un depósito selector es controlar y limitar el crecimiento de bacterias filamentosas y, por tanto, mejorar la capacidad de sedimentación del lodo. Sulzer ofrece varias soluciones para crear las condiciones óptimas en el selector. Suministro de aguaAfrontamos los retos y los exigentes requisitos que actualmente plantean los procesos de captación de agua, sedimentación, tratamiento de lodos, filtrado y distribución de agua.
Suministro de aguaAfrontamos los retos y los exigentes requisitos que actualmente plantean los procesos de captación de agua, sedimentación, tratamiento de lodos, filtrado y distribución de agua. Tratamiento de aguas y efluentes industrialesSulzer posee profundos conocimientos sobre el tratamiento de aguas residuales y, con nuestra amplia gama de productos, ahora podemos ofrecer soluciones fiables y energéticamente eficientes para procesos de recogida de aguas, neutralización, floculación, sedimentación, refrigeración, aireación, almacenamiento de lodos, digestión y drenaje.
Tratamiento de aguas y efluentes industrialesSulzer posee profundos conocimientos sobre el tratamiento de aguas residuales y, con nuestra amplia gama de productos, ahora podemos ofrecer soluciones fiables y energéticamente eficientes para procesos de recogida de aguas, neutralización, floculación, sedimentación, refrigeración, aireación, almacenamiento de lodos, digestión y drenaje.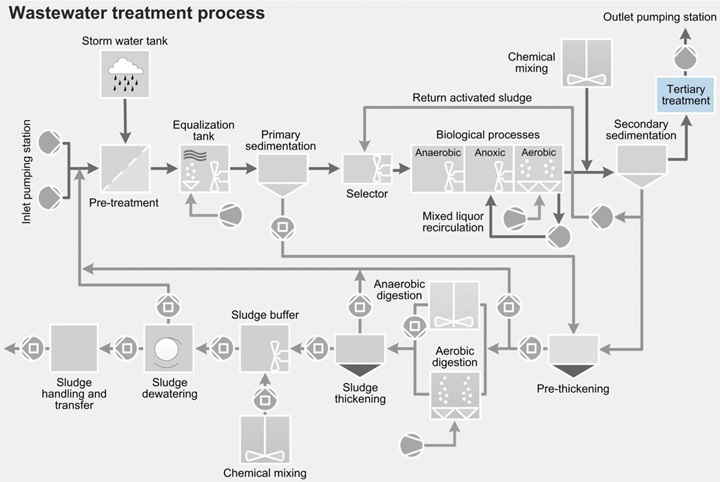 Tratamiento terciarioLas aguas residuales ya tratadas a veces pueden precisar de una depuración adicional. Las normativas locales sobre vertidos pueden marcar límites tan estrictos que resulten imposibles de cumplir aun con el proceso más eficaz, o puede que se requiera una mayor pureza del efluente para adecuarlo a las necesidades de su futura reutilización. Cuando se requiere un tratamiento terciario, pueden aplicarse distintos niveles de filtración, incluyendo la microfiltración. Sin embargo, a menudo, es suficiente con una última etapa de agitación y aireación para lograr el objetivo. En este caso, pueden utilizarse los agitadores sumergibles de Sulzer Gama ABS XRW y RW, junto con el aireador sumergible Gama ABS TA / TAK y el sistema de difusores de disco de burbuja fina Gama ABS PIK, DS y Sucoflow.
Tratamiento terciarioLas aguas residuales ya tratadas a veces pueden precisar de una depuración adicional. Las normativas locales sobre vertidos pueden marcar límites tan estrictos que resulten imposibles de cumplir aun con el proceso más eficaz, o puede que se requiera una mayor pureza del efluente para adecuarlo a las necesidades de su futura reutilización. Cuando se requiere un tratamiento terciario, pueden aplicarse distintos niveles de filtración, incluyendo la microfiltración. Sin embargo, a menudo, es suficiente con una última etapa de agitación y aireación para lograr el objetivo. En este caso, pueden utilizarse los agitadores sumergibles de Sulzer Gama ABS XRW y RW, junto con el aireador sumergible Gama ABS TA / TAK y el sistema de difusores de disco de burbuja fina Gama ABS PIK, DS y Sucoflow. Gama de bombas de proceso AHLSTAR ALas bombas de proceso centrífugas monoetapa de aspiración axial AHLSTAR A se utilizan en aplicaciones industriales exigentes garantizando la fiabilidad del proceso con un alto rendimiento y bajos costes de operación.
Gama de bombas de proceso AHLSTAR ALas bombas de proceso centrífugas monoetapa de aspiración axial AHLSTAR A se utilizan en aplicaciones industriales exigentes garantizando la fiabilidad del proceso con un alto rendimiento y bajos costes de operación. Gama de bombas de proceso AHLSTAR APTLas bombas de proceso centrífugas monoetapa de aspiración axial AHLSTAR APT son idóneas para aplicaciones industriales exigentes, garantizando la fiabilidad del proceso con un alto rendimiento y bajos costes de operación.
Gama de bombas de proceso AHLSTAR APTLas bombas de proceso centrífugas monoetapa de aspiración axial AHLSTAR APT son idóneas para aplicaciones industriales exigentes, garantizando la fiabilidad del proceso con un alto rendimiento y bajos costes de operación. Gama de bombas de proceso AHLSTAR EPP/TLas bombas de proceso centrífugas monoetapa de aspiración axial con carcasa sobre la línea de centros AHLSTAR EPP/T está diseñada para resistir altas temperaturas, especialmente en el bombeo de líquidos calientes en aplicaciones industriales exigentes.
Gama de bombas de proceso AHLSTAR EPP/TLas bombas de proceso centrífugas monoetapa de aspiración axial con carcasa sobre la línea de centros AHLSTAR EPP/T está diseñada para resistir altas temperaturas, especialmente en el bombeo de líquidos calientes en aplicaciones industriales exigentes. Gama de bombas de proceso AHLSTAR WPP/TLas bombas centrífugas monoetapa de aspiración axial resistentes al desgaste AHLSTAR WPP/T están diseñadas para aplicaciones de bombeo de materiales abrasivos y erosivos, como lechadas y fangos de cal, y pigmentos de recubrimiento.
Gama de bombas de proceso AHLSTAR WPP/TLas bombas centrífugas monoetapa de aspiración axial resistentes al desgaste AHLSTAR WPP/T están diseñadas para aplicaciones de bombeo de materiales abrasivos y erosivos, como lechadas y fangos de cal, y pigmentos de recubrimiento. Agitadores y mezcladores dinámicosLa tecnología de mezcla y agitación SALOMIX™ y Scaba de Sulzer ofrece una amplia gama de productos para aplicaciones industriales. Agitadores horizontales y verticales, mezcladores químicos dinámicos, y productos de control de flujo en torres y tanques que garantizan procesos efectivos de agitación y mezcla.
Agitadores y mezcladores dinámicosLa tecnología de mezcla y agitación SALOMIX™ y Scaba de Sulzer ofrece una amplia gama de productos para aplicaciones industriales. Agitadores horizontales y verticales, mezcladores químicos dinámicos, y productos de control de flujo en torres y tanques que garantizan procesos efectivos de agitación y mezcla. Piezas de repuesto originales para bombasLos repuestos originales, mecanizados para proporcionar las tolerancias y holguras correctas, se ajustan a la perfección como el primer día. Nuestro compromiso con la mejora constante suele permitirnos suministrar piezas con características mejoradas, de modo que se mejora el rendimiento, se alarga la vida útil del equipo y se reducen los costes de mantenimiento.
Piezas de repuesto originales para bombasLos repuestos originales, mecanizados para proporcionar las tolerancias y holguras correctas, se ajustan a la perfección como el primer día. Nuestro compromiso con la mejora constante suele permitirnos suministrar piezas con características mejoradas, de modo que se mejora el rendimiento, se alarga la vida útil del equipo y se reducen los costes de mantenimiento. Kits de servicioCuando necesite reparar sus equipos evite perder un tiempo valioso buscando las piezas adecuadas o, lo que es peor, detectar que falta alguna pieza pequeña pero esencial. Con los kits de mantenimiento de Sulzer tendrá todo lo que necesita en un solo paquete.
Kits de servicioCuando necesite reparar sus equipos evite perder un tiempo valioso buscando las piezas adecuadas o, lo que es peor, detectar que falta alguna pieza pequeña pero esencial. Con los kits de mantenimiento de Sulzer tendrá todo lo que necesita en un solo paquete. Sellos mecánicos SulzerLos sellos mecánicos Sulzer tienen un diseño sólido y han demostrado ser muy fiables en varias aplicaciones de bombeo.
Sellos mecánicos SulzerLos sellos mecánicos Sulzer tienen un diseño sólido y han demostrado ser muy fiables en varias aplicaciones de bombeo. Alimentación y bebidas (EN)La producción de alimentos y bebidas se beneficia de nuestras soluciones de bombeo y mezcla. Hemos desarrollado bombas y agitadores especiales para la producción de azúcar, almidón y edulcorantes. Frecuentemente se utilizan equipos de separación en la producción de bebidas y nuestras tecnologías de proceso son idóneas para los procesos de purificación y concentración.
Alimentación y bebidas (EN)La producción de alimentos y bebidas se beneficia de nuestras soluciones de bombeo y mezcla. Hemos desarrollado bombas y agitadores especiales para la producción de azúcar, almidón y edulcorantes. Frecuentemente se utilizan equipos de separación en la producción de bebidas y nuestras tecnologías de proceso son idóneas para los procesos de purificación y concentración. Minería y metalurgiaUna dilatada experiencia y un pormenorizado conocimiento de aplicaciones en la minería y la metalurgia con distintos materiales convierten a Sulzer en un fiable suministrador de bombas para estas industrias.
Minería y metalurgiaUna dilatada experiencia y un pormenorizado conocimiento de aplicaciones en la minería y la metalurgia con distintos materiales convierten a Sulzer en un fiable suministrador de bombas para estas industrias.